The North Sea as Europe's green power plant
300 gigawatts of electricity are to be produced by offshore wind turbines in the North Sea by 2050. The North Sea Wind Power Hub program has paved the way for this. And with its maritime solutions, MR offers the right technologies for reliable operation.
The North Sea as Europe's green power plant
300 gigawatts of electricity are to be produced by offshore wind turbines in the North Sea by 2050. The North Sea Wind Power Hub program has paved the way for this. And with its maritime solutions, MR offers the right technologies for reliable operation.
Read moreSouth America's champions of the energy transition
The energy transition is also making progress in South America. Brazil, Chile and Colombia in particular are investing heavily in the expansion of wind and solar power plants. In order for these to be connected to the grid, the grid infrastructure must be converted and smart transformers must be installed.
South America's champions of the energy transition
The energy transition is also making progress in South America. Brazil, Chile and Colombia in particular are investing heavily in the expansion of wind and solar power plants. In order for these to be connected to the grid, the grid infrastructure must be converted and smart transformers must be installed.
Read more
POWER ON
This is the podcast for everyone who is interested in trends and challenges of the energy sector or who works in the field of energy technology. As host, industry expert Christian Schaider welcomes experts to talk about topics related to the energy transition, the transformer and new technologies in energy generation.
POWER ON
This is the podcast for everyone who is interested in trends and challenges of the energy sector or who works in the field of energy technology. As host, industry expert Christian Schaider welcomes experts to talk about topics related to the energy transition, the transformer and new technologies in energy generation.
Read more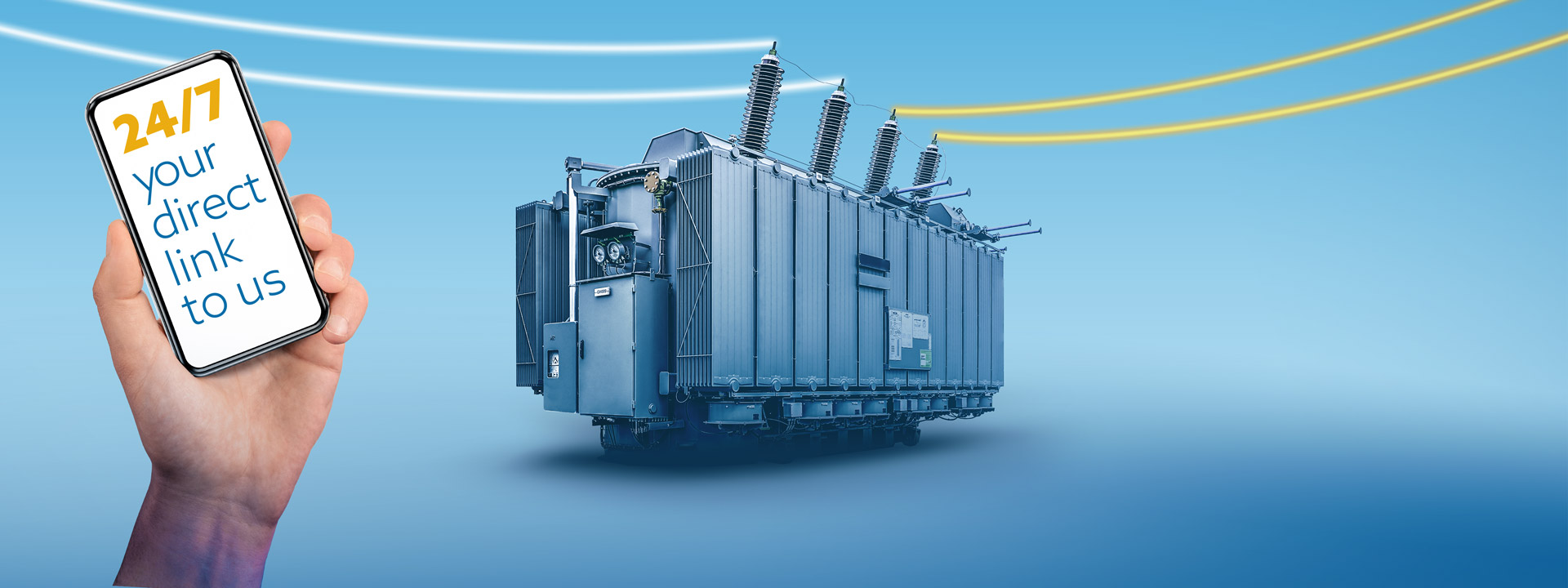
Service Hotline: Support in case of malfunctions
In case of a malfunction, fast assistance is required to counteract delays or downtimes in operation. Our support team is available 24/7 to provide you with reliable and immediate assistance in resolving your problem.
Service Hotline: Support in case of malfunctions
In case of a malfunction, fast assistance is required to counteract delays or downtimes in operation. Our support team is available 24/7 to provide you with reliable and immediate assistance in resolving your problem.
Read moreWelcome to MR!
THE POWER BEHIND POWER.
Our world's desire for energy knows no bounds, from electrification and digitalization to urbanization. At the same time, we have to change over to sustainable energy sources quickly in order to stop climate change. The growing demand for electricity is facing a volatile and dispersed supply. Meanwhile, the job of transformer manufacturers, public and industrial grid operators, and energy companies remains the same: to ensure a stable energy supply for households and industry. And as reliably and affordably as ever.
As "THE POWER BEHIND POWER" we are aware of the changes in our industry and know what we must do: We have been, we are and we will remain your stabilizer in volatile times.












MR in numbers
of the world's electricity flows through MR products
locations in 28 countries, plus 7 training center
ideas each year and currently more than 1,500 patents worldwide
Setting the direction – MR as an employer
Do you want to set a new direction? In a truly energetic industry? Then the world leader in energy technology is the right place for you! Innovation, expertise and dedication are always the driving forces that move us, THE POWER BEHIND POWER, forward.
Curious? Then join us!